发布时间:2021-08-30 14:44:06
标准号:A615/A615M—06a
钢筋混凝土用变形和光面碳素钢钢筋标准
1.范围
1.1 本标准适用于钢筋混凝土用变形和光面碳素钢定尺和盘条钢筋。如果成品钢筋符合本标准的其他所有要求,那么允许钢筋中含有诸如AISI和SAE系列合金钢中添加的合金元素。表1给出了变形钢筋的标准尺寸和外形以及它们的标志号。本标准的备注和脚注提供详细解释。这些备注和脚注(图表中的除外)不作为本标准的必要条件。
1.2 钢筋规定了三个最小屈服强度等级,即40 000psi〔280MPa〕,60 000psi〔420MPa〕和75 000psi〔520 MPa〕。分别标示为40〔280〕级,60〔420〕级和75〔520〕级。
1.3 盘条或定尺直径在2 1/2英寸〔63.5mm〕以下(含)的热轧光圆钢筋,当规定用于销钉、螺旋和结构连接或支撑时,应按本标准40〔280〕级、60〔420〕级和75〔520〕级提供。对于延展性能(伸长率和弯曲),试验条款应采用与较小公称直径最邻近尺寸钢筋的条款。对于横肋和标记的要求不适用。
注1—本标准中材料的焊接应谨慎进行,由于标准中没有规定具体条款来提高焊接性能,因此,当材料需要焊接时,应使用与化学成分、焊接用途相适应的焊接工艺。建议采用***版本的ANSI/AWSD1.4。此文件对选择合适的填焊金属、加热/轧制次数、温度以及操作与工艺要求作了描述。
1.4 本标准适用于以英寸—磅单位制(见A615)或SI单位制(见A615M)为单位订货。
1.5 以英寸—磅单位制或SI单位制表示的数值认为是符合标准的。在文本之中,SI 单位写在括号中。两种单位制表示的数值不是完全等同的,因此每种单位制必须独立于另一单位制使用。将两单位中的数值掺杂在一起使用会导致与标准相抵触。
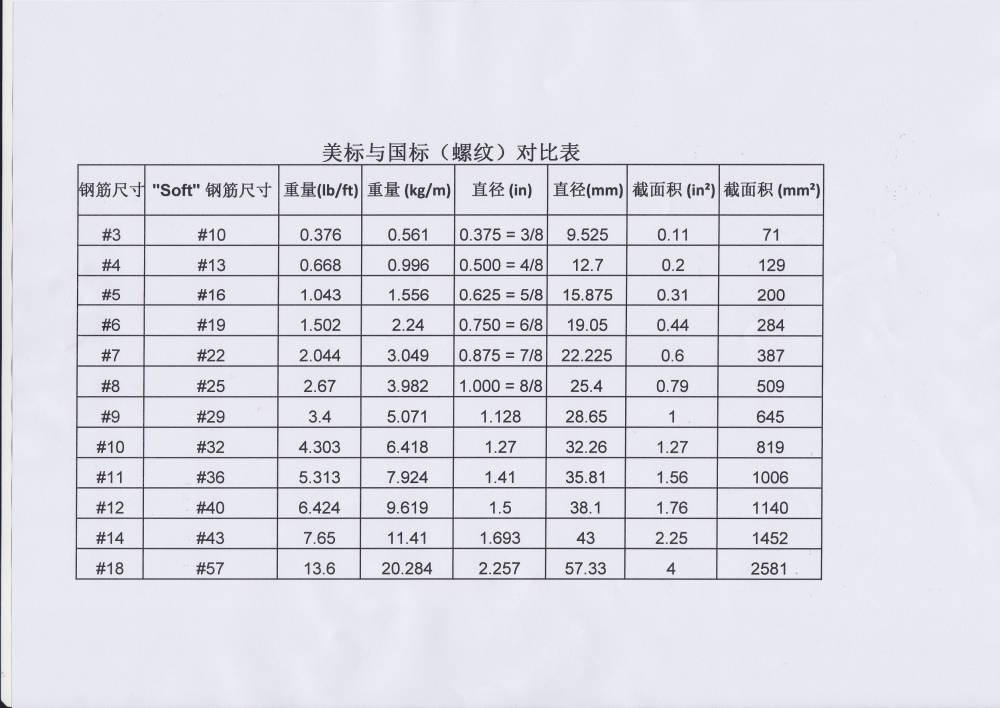
A. 标志号是根据公称直径数值每英寸含/18in得到的〔钢筋号大约为公称直径的毫米数〕。
B. 变形钢筋的公称尺寸与具有相同单位英尺〔米〕重量〔质量〕的光圆钢筋等同。
5.原料与生产
5.1 钢筋用钢应用电炉、转炉或平炉冶炼,经模铸或连铸,完整地标示出炉号,之后轧制成钢筋。
6.化学成分
6.1 生产厂应在浇铸过程中取样,对每炉进行化学分析,确定出碳、锰、磷、硫的***数,由此确定的磷含量不得超过0.06%。
6.2 买方进行成品检验时,磷的含量不得超过6.1中规定的25%。
7.横肋要求
7.1 横肋应沿钢筋均匀分布。钢筋背面的横肋应与正面的钢筋在大小、形状和形式上类似。
7.2 横肋线应与钢筋轴线有偏差,并***夹角不小于45°。当横肋线与钢筋轴线的夹角在45—70°(含)之间时,两侧面上的横肋应交替反转方向,或一面上的横肋与另一面上的横肋方向相反。如果超过70°,则无需反转方向。
7.3 每一侧面上横肋的平均间距不得超过钢筋公称直径的7/10。
7.4 横肋的总长度应使横肋端点之间的间隔(按弦测量)不超过钢筋公称周长的121/2%。如果端点与纵肋相接,那么纵肋宽度应视为横肋端点的间隔。间隔的总合不得超过公称周长的25%。钢筋的公称周长应为公称直径的3.1416倍。
7.5横肋间距、高度和间隔应符合表1的规定。
8.横肋的测量
8.1横肋的平均间距应通过至少测量10个间距的长度然后用包含横肋的个数除以此长度来确定。测量时应从***个间距横肋上的一点开始,到最末间距之后的横肋上相应点为止。测量间距不要在含有字母或数字标记的区域进行。
8.2 横肋的平均高度通过测量不少于两个典型的横肋来确定。每个横肋测量三个高度,一个在整个横肋的中心,其他两个在整个横肋的1/4处。
8.3除对每批进行检验(注2)明确了典型横肋的高度、间隔或间距不符合第7条中的最小要求外,高度不足、周长不足或横肋间距过大都不能成为判废的依据。如果钢筋每一侧面上测量的横肋不足10个,那么不得因测量原因判废。
注2—8.3中使用的术语“批”,指一船货中尺寸和横肋形式相同的所有钢筋。
9.拉伸要求
9.1 用试样代表的材料应符合表2对拉伸性能的要求。
9.2 屈服点或屈服强度应通过如下方法之一来确定:
9.2.1屈服点应通过试验机杆的下落或量表的停止来确定。
9.2.2 当试验的钢材没有明显的屈服点时,应使用自动记录仪方法或A370《试验方法和定义》描述的应变仪读取预设应变对应的应力来确定。对于40〔280〕级和60〔420〕级钢筋,应变应为标距的0.5%,对于75〔520〕级,应变应为标距的0.35%。当材料以盘条提供时,试样应在放入拉伸机夹爪之前矫直。矫直应小心进行,以防出现局部急弯,并尽量减小形成冷加工的可能。矫直不足可导致屈服强度读数比实际值小的现象。
9.3 伸长率应符合表2要求。
10.弯曲要求
10.1 弯曲试样绕芯轴弯曲后,弯曲部分外径上不应出现裂纹。弯曲角度和芯轴尺寸要求见表3。当材料以盘条形式提供时,试样在放入试验机之前应矫直。
10.2做弯曲试验的样品应足够长,以***在试验机上能自由弯曲。试验机提供如下条件:
10.2.1在整个弯曲过程中连续均匀加载;
10.2.2试样与机器的接触部位移动不受限制,并且试样绕自由旋转的芯轴弯曲;
10.2.3弯曲操作中,样品紧密缠裹芯轴。
10.3 允许用更严格的方法进行弯曲试验,如:把样品放在自由旋转的两个芯轴上,并用一个固定的芯轴加载弯曲力。如果用更严格的方法试验出现裂纹,允许用10.2描述的方法进行复验。
11.重量〔质量〕允许偏差
11.1变形钢筋应依据其公称重量〔质量〕进行评价。测量试样得到的重量〔质量〕以及按照惯例E92取舍得到的数值,应至少为规定单位长度重量〔质量〕的94%。任何情况下,不得以钢筋超重〔过量〕作为判废的依据。光园钢筋的重量〔质量〕偏差应按直径的允许偏差计算。对于3/8英寸〔9.5mm〕以下的光园钢筋,应使用A510标准。对于21/2英寸〔63.5mm〕(含)以下较大的钢筋,应使用A6/A6M标准。
表2 拉伸要求
40〔280〕A级 | 60〔420〕级 | 75〔520〕B级 | |
抗拉强度,最小,psi〔MPa〕 | 60 000〔420〕 | 90 000〔620〕 | 100 000〔690〕 |
屈服强度,最小,psi〔MPa〕 | 40 000〔280〕 | 60 000〔420〕 | 75 000〔520〕 |
8英寸〔203.2mm〕的伸长率,最小,% 钢筋标志号: | |||
3〔10〕 | 11 | 9 | |
4,5〔13,16〕 | 12 | 9 | |
6〔19〕 | 12 | 9 | 7 |
7,8〔22,25〕 | 8 | 7 | |
9,10,11〔29,32,36〕 | 7 | 6 | |
14,18〔43,57〕 | 7 | 6 |
A.40〔280〕级只提供3—6〔10—19〕尺寸的钢筋;
B.75〔520〕级只提供6—18〔19—57〕尺寸的钢筋。
12.表面
12.1钢筋表面不应存在有害缺陷。
12.2 只要试样经钢丝刷清理后,重量、大小、横截面积和拉伸性能不小于本标准的要求,那么锈蚀、裂纹、表面不规则或轧制氧化铁皮不作为判废依据。
12.3 如果样品因12.2条规定以外的表面缺陷或瑕疵而不符合拉伸要求或弯曲要求,则这些缺陷或瑕疵应视为有害。案例包括但不限于:折叠、裂纹、结疤、毛刺、冷却或浇铸裂纹以及轧机导板划伤。
表2 弯曲试验要求
钢筋标志号 | 弯曲试验芯轴直径A | ||
40〔280〕级 | 60〔420〕级 | 75〔520〕级 | |
3,4,5〔10,13,16〕 | 31/2dB | 31/2d | |
6〔19〕 | 5d | 5d | 5d |
7,8〔22,25〕 | 5d | 5d | |
9,10,11〔29,32,36〕 | 7d | 7d | |
14,18〔43,57〕(90°) | 9d | 9d | |
A.除另有规定外,弯曲角度为180°
B.d=样品的公称直径
注3——用于外涂环氧树脂的钢筋,为了适于涂镀,表面锋刃应最小,钢筋标记和横肋应特别注意;
注4——对用于机械拼接或对缝焊接的变形钢筋,可要求有一定的园度,使拼接处达到适当的强度。
13.试验次数
13.1 对于No3—***1〔10-36〕(含)尺寸的钢筋,从每一炉号中挑选尺寸的钢筋做一次拉伸试验和一次弯曲试验。如果每一炉号由三个或以上标志号的钢筋组成,那么,对和最小标志号的钢筋各做一次拉伸试验和弯曲试验。
13.2 对于No4和***8〔43—57〕尺寸的钢筋,每一炉号中对各种尺寸的钢筋各做一次拉伸试验和弯曲试验。
13.3 对于所有尺寸的钢筋,要对每一炉号中每一尺寸的钢筋进行一组尺寸性能试验,包括:钢筋重量〔质量〕与横肋的间距、高度和间隔。
14.复验
14.1如果一支初验拉伸试样的结果没有达到标准规定的最小值,而且与要求的抗拉强度差在2000psi〔14MPa〕之内、与要求的屈服强度差在1000psi〔7MPa〕之内,或与要求的伸长率在2%以内,那么允许从不合格初验试样所在批中随机取两支样品进行复验。两样品试验的结果应符合本标准的要求。
14.2 如果由于机械或14.4.2 和14.4.3条描述的样品瑕疵以外的原因,使弯曲试验不合格,那么允许从相同批中随机取两支样品进行复验。复验应在室温下但不低于60°F〔16℃〕温度的样品上进行。
14.3 如果由于14.4.3条描述的样品瑕疵以外的原因使重量〔质量〕试验不合格,那么允许从相同批中随机取两支样品进行复验。两复验样品应符合本标准的要求。
14.4 如果由于14.4.1、14.4.2或14.4.3条所列任何原因,使初验或任何随机复验不合格,那么试验视为无效试验:
14.4.1 任何拉伸试样的拉伸性能低于规定值,并且断裂的任何部分处于标距中间一半(试验前在样品上划痕标出)区域以外。
注5—用复合划痕器或打点机标记样品可以降低在这些点以外或接近这些点的地方出现裂纹而视为无效试验的机会。
14.4.2机械的原因如试验设备出现故障或样品制备不当。
14.4.3 试验之前或试验过程中,试样上出现瑕疵。
14.5如果初验结果属于14.4.1、14.4.2或14.4.3中所述,则丢弃试验结果,再从相同批中另取样品进行复验。
16.试验报告
16.1如果买方要求,报告应按炉提供以下信息。还可根据要求在报告中添加其他项目。
16.1.1化学分析包括碳、锰、磷、硫。
16.1.2拉伸性能。
16.1.3弯曲试验。
16.2 由电子数据交换(EDI)传输的、以电子形式打印或使用的材料试验报告、检验证明或类似文件,应视为与签证部门打印的副本具有同等效力。EDI传输文件的内容必须达到现行的ASTM标准要求,并符合买卖双方商定的任何EDI协议。虽然没有签字,但提交EDI传输的组织必须对报告的内容负责。
注6—此处使用的行业定义是:DEI是用标准格式如ANSI ASCX12处理业务信息交换的计算机。
17.检验
17.1 买方检验人员在买方合同履行的任何工作时间内,可以自由进入涉及合同货物生产的生产厂的任何部位。生产厂应给检验人员提供一切合理的便利使之确认货物正在按照本标准生产。除非另有规定,所有试验(成品分析除外)和检验,应于货物发运前在生产厂进行,并且以不影响工厂生产的方式进行。
17.2只用于***采购——除非合同中另有规定,承包商应负责进行合同中规定的所有检验和试验。除购货时买方不同意以外,允许承包商使用自己的或其他任何设施进行合同规定的检验和试验。买方有权按照本标准的项目和规定次数进行任何检验和试验,因为要***材料符合本标准要求,标准必须规定如此检验。
20.标记
20.1钢筋在工厂装运时,应适当区分并附上生产厂炉号或试验标志号的标签。
20.2每个生产厂应将自己标记系统的符号标出。
20.3按本标准生产的所有钢筋,除光园钢筋用标签表示级别以外,应在钢筋一侧按下述顺序轧上一组清楚的区别标记:
20.3.1 产地——代表厂家的字母或符号;
20.3.2尺寸标记——对应于表1钢筋标志号的阿拉伯数字;
20.3.3钢的类型——字母S表示钢筋按本标准生产或只用于60〔420〕级钢筋,字母S和W表示钢筋按A615/A615M和A706/A706M两标准生产。
20.3.4最小屈服强度——对于60〔420〕级钢筋,或用60〔4〕数字或在侧面用一条至少横跨五个间距的连续纵线表示。对于75〔520〕钢筋,或用75〔5〕数字或在钢筋每个侧面的中心用一条至少横跨五个间距的连续纵线表示(40〔280〕级钢筋无标记)。
20.3.5 允许用280级公制尺寸钢筋代替相应的40级英寸-磅制尺寸钢筋,用420级公制尺寸钢筋代替相应的60级英寸-磅制尺寸钢筋,用520级公制尺寸钢筋代替相应的75级英寸-磅制尺寸钢筋。
21.包装与包装标记
21.1包装、标记、装运应符合惯例A700的规定。
21.2只用于***采购——经合同或订货单规定,用于美国***直接采购或货物直接发运至美国***,发运的标记除了合同或订货单规定的以外,还应符合用于军事机构的MIL-STD-129标准和用于民事机构的Fed.std ***23标准的规定。
22.关键词
22.1钢筋混凝土;横肋;钢筋